



| Производство кабелей: технология, оборудование, этапы |
|
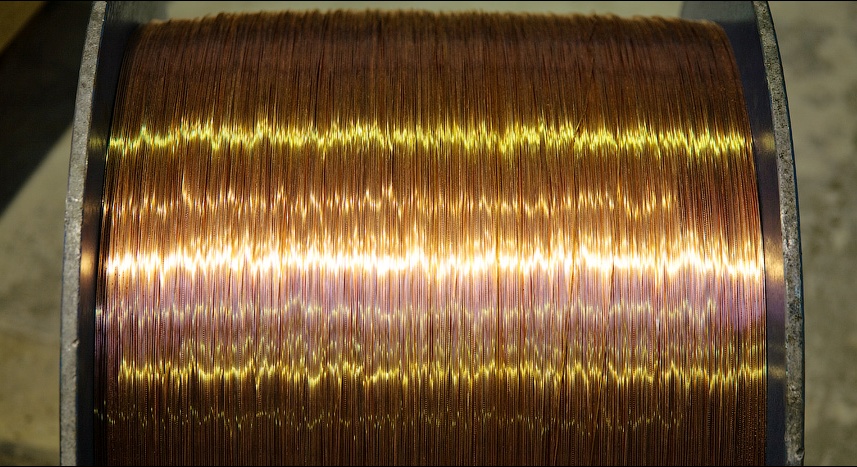
Процесс изготовления кабелей включает в себя несколько этапов. Рассмотрим их на примере производства силового многожильного кабеля, с медными жилами, ПВХ-изоляцией и защитной оболочкой также из ПВХ. Волочение, отжиг и протяжка На начальном этапе производится обработка медной катанки, из которой затем изготовят токопроводящие жилы. Катанка – это форма металла, представляющая собой прутья толщиной до 10 мм, из которых затем изготавливают проволоку. Обработка катанки производится с помощью волочильных станов (волок) – специальных машин, которые под давлением протягивают катанку через отверстие, сечение которого меньше поперечного сечения катанки. В результате сечение проволоки уменьшается, а длина – увеличивается. Сама же операция называется волочением. Цех волочения и скрутки стренги.
При волочении ухудшается пластичность металла и его токопроводимость. Поэтому, чтобы получить гибкую проволоку, ее нагревают в вакуумных печах, выдерживают в течение определенного времени и затем охлаждают до комнатной температуры. Температура и продолжительность нагрева зависят от характеристик проволоки. Эта операция называется отжигом. Далее проволоки подаются на крутильные машины, которые скручивают их в стренгу – заготовку, из которой и будут изготовлены многопроволочные токопроводящие жилы. Существует несколько видов скрутки – пучковая, шнуровая, правильная; кроме того, в зависимости от направления скрутка может быть левой или правой. Конкретный тип скрутки и направление определяются необходимыми эксплуатационными характеристиками производимого кабеля – требуемой гибкостью, прочностью на растяжение и т.д. Наложение изоляции С установленной на отдатчике катушки кабельная жила подается на экструзионную линию – комплекс, который используется для наложения изоляции и оболочки из пластмассы на кабельную жилу. Комплекс состоит из отдающего и принимающего устройств, экструдера, охлаждающей ванны и различной контрольной аппаратуры. В качестве сырья в нашем случае используются гранулы смеси из поливинилхлорида и добавок различного рода (стабилизаторов, пластификаторов и др.)
Экструзионная линия После экструдера находится охлаждающая ванна с водой, длина которой должна быть достаточно большой, чтобы кабельная жила успевала охладиться до 70°С при нормальной скорости экструдирования. Недостаточное охлаждение жилы может привести к деформации изоляции или смещению жилы. Далее жилу подвергают обсушке, проверяют качество изоляции повышенным напряжением и подают на тяговое устройство, а далее – на приемный вал. Скрутка кабельных жил и наложение оболочки кабеля После этого готовые изолированные жилы скручиваются в кабель. Если направление скрутки жил такое же, как и направление скрутки проволок в наружном повиве самих жил, то такую скрутку называют скруткой в закрутку. Если же эти направления противоположны, то, соответственно, скруткой в раскрутку. Эта операция, как и скрутка проволок, выполняется с помощью крутильных машин. После скрутки заготовка кабеля снова поступает на экструзионную линию, где на нее накладывается общая оболочка из ПВХ.
Бухтовка кабеля После этого уже готовый кабель подается на бухтовку – перемотку кабеля на мерную длину или кабельный барабан. В ОТК кабель снова проходит испытание на пробой изоляции, также проверяется соответствие измеренного сопротивления кабеля значению, указанному в ГОСТ. После успешного прохождения испытания кабель маркируется, упаковывается и поступает на склад. |





{kind=link}